






Структурная прочность сварных соединений
Внутренние и внешние трещины, так же как и разница в толщине стенки, отрицательно влияют на прочность сварного шва. После экструзионной сварки в сварном шве всегда присутствует некоторая неоднородность материала и внутренние напряжения, которые уменьшают структурную прочность материала.
 |
|
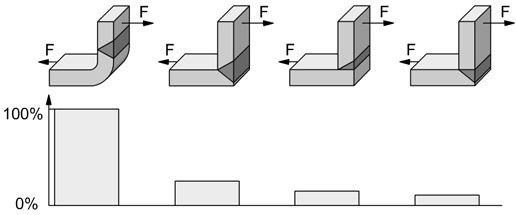
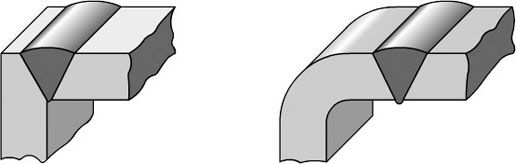
Рис. 30 Сравнительная прочность угловых соединений |
На рис.30 показаны угловые сварные соединения четырех различных исполнений. На диаграмме структурной прочности видно, что в общем случае угловые соединения с прямым углом имеют меньшую прочность на изгиб, чем закругленные углы со сварным швом вне места изгиба. Закругленные детали отличаются лучшим распределением нагрузки, что приводит к структурной прочности до 10 раз выше, чем у угловых сварных соединений с прямым углом.
 |
|
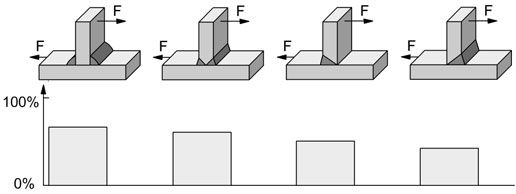
Рис. 31 Сравнительная прочность тавровых соединений |
Тавровые соединения с односторонним сварным швом (рис.31) показывают значительно худший результат, чем те же соединения с двусторонним швом. Важно, чтобы деталь, которая при эксплуатации будет подвергаться растягивающим нагрузкам, не имела трещин и царапин. Закругление сварных швов благоприятно влияет на структурную прочность, улучшая распределение нагрузки.
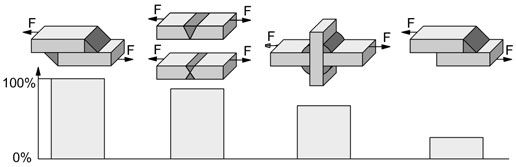
Сварные соединения, показанные на рис.32, подвергаются растяжению. В зоне сварного шва возникают растягивающие и сдвиговые нагрузки.
 |
|
Рис. 32 Сравнительная прочность плоских соединений |
При односторонней экструзионной сварке внахлест в зоне шва, кроме растягивающих и сдвиговых нагрузок, возникает изгибающий момент. Структурная прочность очень низкая, т.к. распределение нагрузок неравномерное. Если соединение внахлест проварено с двух сторон, структурная прочность соединения выше.
V-образный сварной шов с финишной обработкой отличается высокой структурной прочностью, т.к. распределение нагрузки не затруднено, а эффект царапин и трещин сведен до минимума.
Те же закономерности справедливы и для крестового соединения.
Важно! При экструзионной сварке двух листов встык односторонним (V-образным) или двусторонним (X-образным) швом прочность сварного соединения составляет не более 80% прочности свариваемых листов. Это лучший результат, чем при сварке горячим воздухом с применением присадочного прутка (не более 60%), но хуже, чем при стыковой сварке нагретым инструментом (100%). Поэтому, например, для монтажа напорных трубопроводов из термопластов экструзионная сварка не применяется.
Расположение сварного шва
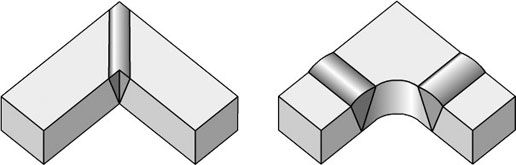
Размеры несущих и ленточных сварных швов следует выбирать так, чтобы сечение шва было достаточным для свободного распределения нагрузки. При этом следует избегать углов, которые являются концентраторами напряжения (рис.33 и 34).
 |
|
|
Нежелательно |
Предпочтительно |
|
Рис. 33 Угловые швы |
|
 |
|
Рис. 34 Конструкционные углы |
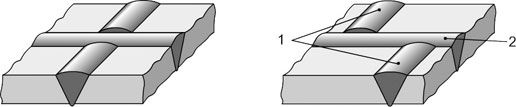
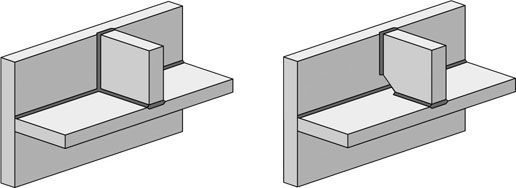
При сварке следует максимально избегать группировки сварных швов (рис.35 и 36). Пересекающиеся сварные швы недопустимы.
 |
|
|
Нежелательно |
Предпочтительно |
|
Рис. 35 Экструзионная сварка листов встык |
|
 |
|
|
Нежелательно |
Предпочтительно |
|
Рис. 36 Сварка ребер жесткости |
|