






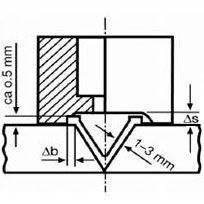
Пластифицированный присадочный материал подается в зону шва через сварочный башмак. Башмак прижимает присадочный материал и сообщает ему давление, необходимое для сварки. Одновременно с этим, башмак формирует сварной шов и сглаживает его поверхность. Таким образом, форма и размеры рабочих поверхностей сварочного башмака должны соответствовать форме и размеру предполагаемого сварного шва (рис.6 и 7).
 |
 |
|
Рис. 6 Сварочный башмак V-типа |
Рис. 7 Геометрия сварочного башмака |
Сварочный башмак изготавливается из ПТФЭ (фторопласт-4), который отличается высокой рабочей температурой и прекрасными антиадгезионными свойствами.
Расстояние Δb должно быть не менее 0,2 глубины шва и не менее3 мм. Глубина подреза должна быть около0,5 мм и расширяться к переду. Таким образом, зона опоры не повреждает поверхности свариваемых деталей, только что нагретые горячим воздухом.
Глубина Δs зоны создания давления должна быть 0,1-0,2 глубины шва.
Нос сварочного башмака предотвращает течение присадочного материала в неверном направлении. Кроме того, присадочный материал, давя на нос башмака, заставляет экструдер продвигаться вперед.
Нос сварочного башмака должен повторять форму свариваемых поверхностей, но не должен их касаться. Для обеспечения этого условия расстояние между носом и свариваемыми поверхностями должно быть 1-3 ммв зависимости от размеров шва. Передняя кромка носа и передняя кромка зоны опоры должны быть скруглены.
Зона опоры не позволяет присадочному материалу выдавливаться в стороны за пределы сварного шва. Для этого в процессе сварки следует прижимать сварочный башмак к свариваемым деталям с заметным усилием.