






Когда сварочный экструдер нагрелся до рабочей температуры, блокировки холодного пуска сняты, производительность экструдера настроена, сварочный башмак нагрет и присадочный материал в экструзионной камере полностью обновлен, можно начинать сварку.
Для этого вначале подносим сопло горячего воздуха к началу зоны сварки и прогреваем поверхности горячим воздухом. Затем прижимаем сварочный башмак к зоне сварки и включаем привод экструдера.
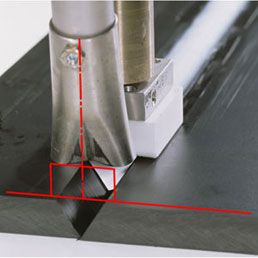
При продвижении сварочного экструдера вдоль шва необходимо постоянно контролировать угол наклона экструдера. Например, при сварке шва K-типа угол наклона постоянно должен быть 45° (рис.28). При сварке шва V-типа необходимо удерживать экструдер перпендикулярно поверхностям листов (рис.29). В противном случае присадочный материал будет выдавливаться из-под зоны опоры сварочного башмака.
 |
 |
|
Рис. 28 Контроль положения экструдера при сварке шва K-типа |
Рис. 29 Контроль положения экструдера при сварке шва V-типа |
Кроме этого, нужно выбрать оптимальное усилие прижима сварочного башмака к зоне сварки и постоянно его поддерживать. Усилие прижима должно быть достаточно большим, чтобы присадочный материал не выдавливался из-под зон опоры.
С другой стороны, чрезмерное усилие прижима может задержать движение сварочного экструдера и заставить присадочный материал течь через зазор в корневом слое. Кроме того, при слишком медленном движении экструдера из-за чрезмерного прижима слишком большое количество присадочного материала выдавливается с задней стороны сварочного башмака, и сформированный готовый шов имеет слишком выпуклую форму. Помимо бессмысленно повышенного расхода присадочного материала, это приводит к еще одному отрицательному результату – при остывании слишком объемного шва, особенно при низких температурах воздуха, могут возникнуть серьезные перепады температуры между наружными и внутренними слоями шва. Перепады температур приводят к внутренним напряжениям, ослабляющим сварной шов.
Прерывание или завершение работы
Если необходимо сделать перерыв в работе, поставьте сварочный экструдер на подставку. Если предполагается продолжительный перерыв (30-40 мин), рекомендуется снизить настройки температуры на 40-50ºС. Такое снижение, с одной стороны, прекратит термическое разрушение (термошок) присадочного материала в экструзионной камере, а с другой стороны – позволит по окончании перерыва быстро выйти на рабочий температурный режим.
Внимание! Если сварочный экструдер получает воздух от внешнего источника, проследите, чтобы в течение всего перерыва воздух подавался в экструдер.
По окончании работы – также поставьте сварочный экструдер на подставку. Выключите нагрев воздуха и нагрев экструзионной камеры, ни в коем случае не выключая подачу воздуха:
- Если сварочный экструдер оборудован комплектным термофеном (т.е. встроенным нагнетателем воздуха), не выключайте экструдер из сети питания до полного остывания.
- Если сварочный экструдер получает воздух от внешнего источника, шнур питания экструдера можно выключить из сети. Не выключайте подачу воздуха до полного остывания экструдера.
Сварочный экструдер можно считать остывшим, когда рука выдерживает температуру воздуха, выходящего из сопла предварительного нагрева. Теперь можно отключить подачу воздуха.